Since the application of MAG welding in the mid-20th century, the welding technology of the manufacturing industry has made great progress. With MAG welded carbon steel, 100% CO2 is used as a shielding gas in the early stage. In the past 10 years, with the rapid development of modern manufacturing industry, the requirements for production efficiency have become higher and higher. Western industrialized countries have seldom used this gas, instead it is a mixed gas of Ar/CO2/O2, which is added to He. Mixtures have also been maturely used in some highly efficient processes. The use of mixed gases in Europe already accounts for more than 80% of the total shielding gas consumption, because the mixed gas can increase productivity, reduce costs and improve product quality compared to 100% CO2.
Through theoretical analysis and experimental data, the protection gas can directly affect the welding process, and the accurate selection of welding gas can greatly help the product quality and production efficiency. Converting the original 100% CO2 to a welding gas mixture will bring great benefits to the plant.
2. Welding process in manufacturing
The welding process is usually at the end of the production line to complete the assembly of the product. Problems such as errors, deviations, and all dimensional changes in the previous process are left in the welding process. These unchangeable results sometimes cause process instability.
If choosing the right shielding gas can eliminate these problems, it is unfortunate that people only know that gas is necessary for MAG welding, and they are not aware of the influence of protective gas on the welding process and the possibility of making up for the aforementioned adverse phenomena. This is because the shielding gas not only protects the weld from the atmosphere, it also has the following functions:
(1) Affecting arc performance (electricity, heat and flow performance).
(2) Affect the viscosity and surface tension of the molten pool and droplets.
(3) affecting the wetting performance.
(4) Participate in the metallurgical reaction of the filler material and the molten pool.
(5) Control the penetration, geometry and surface formation of the weld.
(6) Affect the radiation, the length of the electromagnetic wave and the degree of radiation.
(7) Affecting pollution emissions.
Considering the possibility that the shielding gas affects the welding process, it is clear that a comprehensive knowledge of the gas characteristics and the appropriate gas selection will produce a variety of positive effects.
3. Effect of adding reactive gas on weld quality
Usually, the mixed gas of the welded carbon steel is made by mixing argon gas as a basic gas and adding a gas such as CO2, O2 and helium in an appropriate ratio.
(1) Improve arc characteristics and droplet transfer. Adding a small amount of oxygen can reduce the surface tension of the droplets, resulting in smaller droplets at the ends of the wire during particle transition and jet transition, thus smoothing the weld surface after welding. exquisite. The addition of oxygen also increases the fluidity of the weld pool and increases the heat transfer efficiency, thus increasing the weld penetration.
When CO2 is added to argon, its higher thermal conductivity causes the arc core to gradually expand, resulting in a wider weld width, and the weld penetration increases due to the improved heat transfer efficiency.
When the appropriate amount of CO2 and O2 are simultaneously added to the argon gas, the arc root characteristics are obviously improved, the arc stability during welding is improved, the arc stiffness is improved, and the surface tension of the droplets at the end of the wire transition to the molten pool is reduced, and the particles are reduced. Zoom out.
100% CO2 gas protection for MAG welding, metal droplet transfer mode is short circuit transition or large particle transition, short circuit transition under small parameters seriously affects production efficiency, but if a slightly larger parameter is selected, large particle transition will occur, arc instability , causing severe splashing, while increasing the burning of trace elements, reducing the mechanical properties of the weld. The use of CORGON® 18 (18% CO2+Ar balance) gas mixture can produce high-efficiency jet transitions under large parameters. At the beginning, the droplets are close to the size of the wire. As the current increases, the droplets become smaller. So there is no splash. The binary and ternary mixtures of the CORGON® range are available in all transitions, including pulsed and rotary jet transitions.
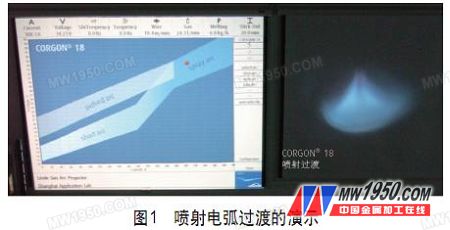
Figure 1 is a photograph of the welding parameters used to weld the carbon steel with CORGON® 18 gas mixture to make the arc in the injection transition. In the left table in Figure 1, the red dot indicates that the current arc is in the region of the jet transition, which is the jet transition state; the right side shows the shape of the current arc, and it is obvious that the typical jet transition, stable arc, continuous, Tiny droplets flow into the bath and almost no splashes occur.
| 1 | 2 | 3 | 4 | Next page |
Expanded Metal Mesh: Expanded metal mesh is a type of sheet metal that has been cut and stretched to create a pattern of interconnected diamond-shaped openings. This process enhances the strength and rigidity of the material while maintaining its lightweight nature. Expanded metal mesh is versatile and used in various applications such as security fencing, walkways, grating, filtration, enclosures, and architectural elements.
Galvanized Expanded Metal Mesh: Galvanized expanded metal mesh is an expanded metal mesh that has undergone a galvanizing process. Galvanization involves coating the metal mesh with a layer of zinc to protect it from corrosion and rust. The zinc coating provides enhanced durability and weather resistance, making galvanized expanded metal mesh suitable for outdoor applications where exposure to moisture or harsh environments is expected.
Diamond Expanded Metal Mesh: Diamond expanded metal mesh refers to an expanded metal pattern where the openings are in a diamond-shaped configuration. This pattern provides excellent strength and structural support while allowing for good airflow, light transmission, and visibility. Diamond expanded metal mesh is commonly used in architectural designs, decorative applications, speaker grilles, security screens, and machine guards.
Expanded metal mesh, whether galvanized or in a diamond pattern, offers several advantages, including high strength-to-weight ratio, versatility, good ventilation, and ease of fabrication. The specific type of expanded metal mesh chosen depends on the intended application, environmental factors, and desired aesthetic appearance.
Expanded Metal Mesh,Galvanized Expanded Metal Mesh,Diamond Expanded Metal Mesh
Hebei Aibuer trading co., Ltd , https://www.ablewiremesh.com