[Abstract]: This paper introduces the control method of heat treatment deformation of large punching template Cr12MoV, DC53, D2, SLD and SKD11: vacuum heating interrupt quenching method. The quenching deformation problem is well solved by this quenching method.
[Key words]: DC53 SLD interrupt quenching punching die deformation
I. Introduction
In the electronics industry, the large-sized cold-punching die used is usually Cr12MoV, DC53, D2, SLD, SKD11. The heat treatment deformation control is a technical difficulty. Due to its large size, it is not easy to adopt phase change. Plasticity straightening, can not use the method of hot-spot alignment, due to the high yield point of this material, high temperature strength, and limited by the technical requirements of hardness, the use of tempering clamping straightening is not universally applicable. Although we have used vacuum high pressure gas quenching furnace heat treatment, how to solve this technical problem has long plagued us. Initially, different furnace loading methods were adopted, the austenitizing heating temperature was changed, a baffle was used between the nozzle and the plate in the heating chamber, the direction of the gas jet nozzle was changed, and the cooling gas was directly sprayed onto the template. It can not solve the deformation problem of the heat treatment quenching process of large cold stamping die. In view of the characteristics of this high-hardenability material, the deformation law and the cooling characteristics of gas quenching and quenching are adopted. The high-pressure gas quenching quenching method is adopted, which solves the technical problem of heat treatment deformation of large cold-punching die. And give us a revelation, develop some new methods, and better improve the practical application of new materials and new technologies.
Second, heat treatment process
1. Materials for blanking templates Domestic enterprises choose Cr12MoV; foreign companies choose DC53, D2, SLD, SKD11.
2. Hardness requirements for heat treatment: 58-62HRC,
3. Blanking template heat treatment deformation requirements: plane deformation amount ≤ 1 ‰ × L (length direction) mm, and the deformation caused by machining residual stress before heat treatment, the plane deformation has reached 0.2-0.3 mm.
The routing of the blanking template is: blanking----machining (roughing)----grinding----quenching, tempering----grinding----de-stressing-- -- Wire cutting processing --- finishing --- assembly.
There are three types of heat treatment deformation: volume change caused by tissue transformation; shape and deformation of workpieces such as rods and plates caused by complex stress synthesis; and third type of deformation is caused by stress relaxation and use of the substrate Deformation caused by changes in tissue state.
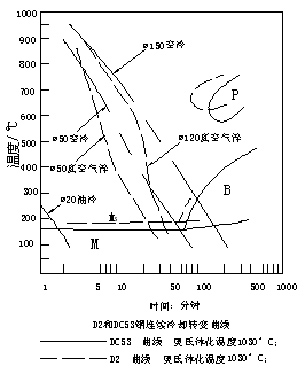
Figure 1, D2 and DC53 steel continuous cooling transition curve

Figure 2. Isothermal transition curve of SLD steel
Next page
Toilet Brush Holder,Decorative Toilet Brush Holder,Toilet Brush Holder Cleaning,Toilet Brush Holder Use
Kaiping Jenor Sanitary Ware Co., Ltd , https://www.jmjenorsanitary.com