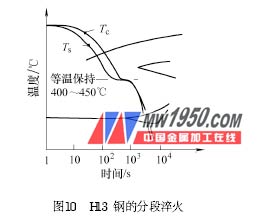
Austempering in a vacuum furnace (obtaining bainite structure) is difficult, but segmental air-cooling quenching (obtaining martensite and very small amounts of bainite) has been reported for certain steels. Figure 10 is a schematic illustration of the quenching of H13 steel. Cooling from the austenitizing temperature is fast enough to cool the surface (TS) and the core (TC) at 400 to 450 °C before the pearlite is formed, and then continue to cool. Quenched tissue. The segmented air cooling is significantly reduced by oil quenching and direct air cooling to room temperature. It is expected that this method of segmented air cooling will be increasingly adopted.
(3) Other auxiliary measures to reduce deformation Tooling material (heat-resistant steel, carbon steel) selection, reasonable structure design (stacking, delamination, insertion, bundling, lifting, etc.) Deformation of the workpiece during high temperature insulation in the furnace The impact is the easiest to ignore. In addition, the pre-cooling of the workpiece before oiling, the degree of agitation after oiling (or no agitation), the preheating of the quenching oil, and the proper increase of the oil temperature after the workpiece is cooled by oil will contribute to the reduction of deformation.
Fourth, the brightness after vacuum heat treatment
In the practice of vacuum heat treatment, metal parts often have "coloring" problems. Obtaining bright, non-colored metal parts is the goal pursued by vacuum furnace manufacturers and users. What are the reasons that affect the brightness? What are the factors? How can it be bright? This is another issue that is of great concern to frontline technicians and workers.
1. Causes and influencing factors
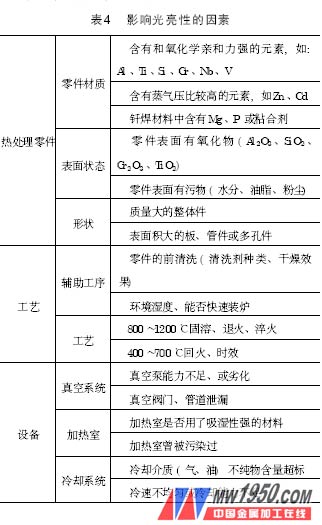
The coloring is caused by oxidation, and the different colors are related to the temperature generated and the thickness of the oxide film. Such as carbon steel: yellowish (200 °C film thickness 460nm), purple (260 °C film thickness 680nm), light blue (320 °C film thickness 720nm) ⋯. Excessive vacuum will cause the elements to volatilize and bond; quenching in 1200 °C oil will also cause surface carburization and melting, which will damage the surface brightness. From the three aspects of materials, processes, equipment, etc., the factors affecting the brightness are summarized in Table 4.
2. Measures to achieve better brightness
In order to obtain a better bright surface, the measures to be taken into consideration and considered in production practice are as follows:
(1) The technical specifications of the vacuum furnace should conform to the national standards.
(2) The vacuum furnace cannot be contaminated.
(3) A reasonable oven must be passed in advance.
(4) The process should be reasonable and correct.
(5) When using cooling, use an inert gas (or a certain proportion of strong reducing gas).
(6) If necessary, wash the furnace with high purity inert gas before entering the furnace and before discharging.
3. Vacuum bright heat treatment example
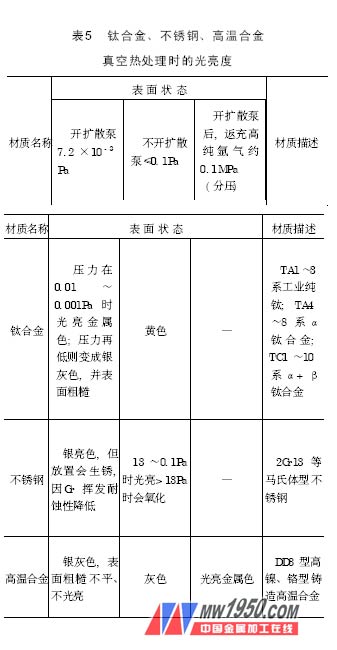
It is easier to obtain a brighter surface than a protective atmosphere furnace because it is not easy to obtain a protective atmosphere with a dew point of -74 °C and is costly; it is equivalent to a dew point of -74 °C and the same impurity content. The vacuum atmosphere is easy. In the practice of vacuum heat treatment, it is easier to obtain a bright surface for carbon steel and alloy structural steel. In order to prevent element evaporation, the tool steel should be controlled at 70 to 130 Pa. Stainless steel, titanium alloys, superalloys, etc. are relatively more difficult. Some examples are now available for reference (see Table 5).
Previous page
Hydraulic press four column hydraulic press machine Features
1.Hydraulic machine that used the hydrostatic pressure to process metal, plastic, rubber, wood, powder and other products .
2. It is commonly used in the pressing process and press forming process, such as: forging, stamping, cold extrusion, straightening, bending, flanging, sheet metal deep drawing, powder metallurgy, press-fit etc.
3.Significant technical and economic advantages in reducing weight, reducing the number of parts and the number of molds, improve the stiffness and strength, reduce production costs, etc.
Hydraulic Press,Hydraulic Oil Press,Hydraulic Press Machine,Processing Hydraulic Press
Rugao Yaou Import & Export Trade Co., Ltd , https://www.ntyaoumachinery.com