Summary: Through theoretical analysis and welding comparison test, some principles of welded joint design suitable for MAG welding are proposed. These principles have great practical value for improving welding productivity and reducing cost.
1 Ask a question MAG (Metal Aative Gas ARE Welding) is the English abbreviation for melting active gas shielded arc welding. It is a mixed gas shielded welding in which a small amount of oxidizing gas (oxygen, carbon dioxide or a mixed gas thereof) is mixed in argon. At present, a mixed gas of 80% Ar+20% carbon dioxide is commonly used in China. Because of the large proportion of argon gas in the mixed gas, it is often called argon-rich mixed gas shielded welding. MAG welding has the characteristics of argon arc welding, such as arc stabilization, less spatter, easy to obtain jet transition, and oxidizing, overcoming the problem of excessive surface tension during pure argon arc welding, viscous liquid metal, speckle drift, etc. Weld formation. At the same time, the carbon dioxide added in the argon gas aggravates the oxidation reaction in the arc, and the heat released by the oxidation reaction increases the penetration depth and improves the melting coefficient of the welding wire. Therefore, MAG welding has been widely used in the manufacture of welded structures. However, in the design of MAG welding heads, the design idea of ​​electrode arc welding is still used. For example, according to the experience of electrode arc welding, the shape and size of the groove and the design of fillet welds are selected. There are two reasons for this. One is that welding arc welding is still the main welding method in China. People tend to use it as a reference material. Second, the country currently has no separate standards for welding, such as groove. The shape and size, and only GB/T985-1988 "gas welding, manual arc welding and gas shielded welding seam basic form and size" common standards, failed to reflect the characteristics of different welding methods. Due to the above two reasons, when designing the MAG welded joint, the advantages such as large penetration and low cost cannot be fully utilized, resulting in unnecessary material waste. Therefore, through theoretical analysis and welding comparison test, the design of MAG welded joints was studied, and some design principles were put forward. The production practice proves that these principles have great practical value.
2 Analysis of design features of MAG welded butt joints <br> The design of the butt joint mainly includes the choice of the groove form of the joint, the size of the groove (the groove angle, the groove face, the blunt edge, the root gap) and so on. We believe that the MAG welding butt joint should have the following characteristics: the maximum thickness of the MAG welding non-opening groove can be increased from 6mm of the welding rod arc welding to 12mm; the groove angle of the opening groove joint can be reduced from the general 60° of the welding rod arc welding to 30 Around °, the height of the blunt edge can be increased by 1.5-2.5mm compared to the arc welding of the electrode, and the root clearance can be reduced by 1-2mm. This is because the MAG welding has the following advantages over the electrode arc welding.
(1) MAG welding is protected by mixed gas, heat is concentrated, and the heat receiving area is small. The relevant information shows that the minimum area for electrode arc welding heating is
10 -3 The minimum area of ​​square centimeter welding heating is 10 -4 The square centimeter is only 1/10 of the former, so the MAG welding heat utilization rate is high, the effective power coefficient is large, and the welding penetration is increased.
(2) MAG welding current density is large, MAG welding uses φ1.0 wire short-circuit transition, the welding current is generally 160-220A, current density is 160-220A/mm 2 When using φ1.6 wire jet transition, the welding current is generally 300-370A, and its current density is 189-231A/mm. 2 When using electrode arc welding, the welding current of φ4 electrode is generally 160-220A, and its current density is only 189-231A/mm. 2 , much smaller than MAG welding. Therefore, the MAG welding current density is large, the arc penetration force is strong, the penetration depth is large, and the thickness of the single pass weld is large.
(3) MAG welding adopts the welding method of argon gas and carbon dioxide mixed gas protection, and it is not necessary to design a large groove angle (the groove surface angle) in consideration of the welding of the electrode slag as in the electrode arc welding. The diameter of the MAG welding wire is fine, and the welding wire is easy to penetrate into the bottom of the groove. When the gap is small, it is beneficial to the root penetration. The welded joint designed according to the above principle can reduce the filling amount of the welding wire, save the consumption of the base material due to the groove processing, save gas consumption and electric energy, reduce the cost, and improve the labor productivity. On the other hand, the width of the heat affected zone of the weld can be reduced, the welding stress and deformation can be reduced, and the welding quality can be improved.
3 Analysis of design features of fillet welds (1) Adverse effects of excessive solder fillet When designing fillet welds, it is often mistaken to think that the larger the solder fillet, the higher the load carrying capacity of the joint, so the design of the solder joint is often used. However, it has been proved by experiments that the bearing capacity per unit area of ​​the fillet weld of large-sized solder fillets is not large, but is low. Studies have shown that the deformation of the fillet weld is approximately proportional to the one-third cube [1] of the solder fillet. Since the welding leg is too large, the joint is heated more seriously, and therefore, the welding stress and the welding deformation are large. In addition, the solder fillet is too large, the amount of filler material is increased, the soldering time is increased, and the soldering cost is also high.
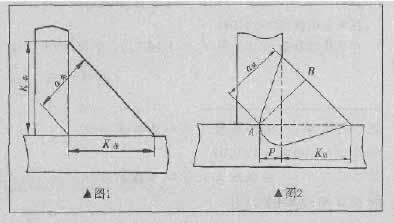
(2) MAG welding can use smaller welding rods than welding rods. We know that in order to be safe and reliable and easy to calculate, it is assumed that the fillet welds are destroyed under the shear stress, and the strength is calculated according to the shear stress. It is also assumed that the dangerous section is at the minimum height of the fillet weld section, which is the calculated thickness of the section, and ignores the influence of the weld height and a small amount of penetration. For electrode arc welding, due to the shallow depth of penetration, the influence can be neglected. As shown in Fig. 1, the calculated thickness is: a strip = 0.770K. For MAG welding, since the penetration depth is large, the influence must be considered. Welding Manual, as shown in Figure 2, calculates the thickness as:
When Km is less than or equal to 8, am=Km
When Km>8, am=(Km+P)cos45°=0.707(Km+3) (P takes 3)
Since the shear stress of the fillet weld is related to the length of the weld, the external force and the calculated thickness of the section, in the case of the same weld length and external force, the fillet weld strength of the two welding methods is equal, that is, the shear stress is equal. Then the calculated thickness of the two sections should be equal, that is, a = a, after simplification, the following formula can be obtained:
When K is less than or equal to 8, Km=0.707K when K>8, Km=K-3
It can be seen that when the joint strength is equal, when the welding feet are large (K>8), the welding feet using MAG welding can be 3 mm smaller than the electrode arc welding; when the welding feet are small (K<8), The welding feet of MAG welding are only 0.707 times of electrode arc welding.
4 welding comparison test (1) Mechanical properties test of butt joints This test is carried out in accordance with JB4708-2000 "Steel Pressure Vessel Welding Process Evaluation" for the purpose of MAG welding joints and electrode arcs with small groove angles, large blunt edges and small gaps. The mechanical properties of the welded joints were compared and analyzed.
experiment material Base metal Q345 (16 MnR), specification 300×125×10, electrode arc welding 60°V-shaped groove, blunt edge 3mm, gap 1mm; MAG welding open 30°V-shaped groove, blunt edge 3mm, gap 1mm.
welding rod Arc welding electrode E5015φ3.2, φ4 single-sided welding double-sided forming; MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide (bottled), single-sided welding double-sided forming.
Test items Visual inspection, X-ray inspection, mechanical properties of welded joints (tensile test and bending test).
test results The appearance inspection is qualified; the X-ray inspection negative film is Grade I; the welding rod arc welding tensile strength is 528MPa and 536MPa. The tensile strength of MAG welding is 552 MPa and 554 MPa; both are greater than the tensile test of the base metal; 50 ° cold bending test, the two welding methods are all qualified for both face bending and back bending.
(2) Butt joint weld thickness test Weld thickness refers to the distance from the front of the weld to the back of the weld. The weld thickness test of the butt joint is a butt joint for the groove. The following are respectively welded by electrode arc welding and MAG welding to compare the thickness of their section welds.
experiment material The base metal Q235-A has a specification of 300×125×10, and the joint does not open the groove, leaving a gap of 1mm.
Welding materials and welding requirements Welding rod arc welding E4304φ4MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide; both are single-layer single-pass welding.
Inspection of the appearance of the inspection project, thickness inspection of the macroscopic metallographic welds of the five sections.
test result The appearance of the two test pieces is good. From the macroscopic metallography of the five sections, the thickness of the MAG weld is significantly larger than that of the electrode arc welding, with an average size of about 3 mm.
T-joint fillet weld test T-joint fillet weld test is aimed at the penetration depth of the MAG welded joint section and the weld penetration of the welding arc welding head section and the comparative analysis of the forming.
experiment material The base metal Q235-A has a specification of 300×125×10, and the joint does not open the groove, leaving a gap of 1mm.
Welding materials and welding requirements Welding rod arc welding E4303φ4; MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide, single pass welding.
The appearance of the inspection project was formed, and the macroscopic metallographic penetration test of the five sections was carried out.
test result The welds of the two test pieces are well formed and the roots are welded. The penetration of MAG welding is significantly larger than that of electrode arc welding and is arc-shaped.
5 welding comparison test analysis <br> From the mechanical test of butt joints, it can be seen that the tensile strength of the welded joints of MAG welding and electrode arc welding is greater than the tensile strength of the base metal, and the cold bending test of the welded joints is all qualified. This shows that the reduction of the groove angle, the increase of the blunt edge height, and the mechanical properties of the welded joint of the MAG weld with reduced clearance are higher than that of the electrode arc welding. From the weld joint thickness test of the butt joint, it is known that the weld thickness of the MAG weld without the bevel is significantly larger than that of the electrode arc weld.
From the penetration weld penetration test of the butt joint, it is known that the penetration depth of the MAG weld is significantly larger than that of the electrode arc weld, and the cross-section of the MAG weld is better than the electrode arc weld, which means that the MAG weld can be obtained by reducing the size of the weld bead. Equal-strength electrode arc welding fillet joints.
6 Conclusion <br> After theoretical analysis, welding comparison test and production application, the following conclusions can be drawn.
(1) The thickness of the mating joint base material of the MAG welding non-opening groove is obviously larger than that of the welding rod arc welding. The arc welding of the welding rod is generally 6mm, and the MAG welding can reach more than 12mm.
(2) For the butt joint of the groove, the angle of the MAG welding groove can be reduced from 60% of the electrode arc welding to 30°-35°, the blunt edge can be increased by 1.5-2.5mm, and the root gap can be reduced by 1-2mm.
(3) For fillet welds, when the weld feet are K>8: The weld feet using MAG welding can be reduced by 3mm compared with the electrode arc welding; when the welding feet K are less than or equal to 8: The welding feet of MAG welding can be used for electrode arc welding 0.7 times the foot.
(4) When using this MAG welding head design principle, the cost of welding can theoretically reach 50%.
1 Ask a question MAG (Metal Aative Gas ARE Welding) is the English abbreviation for melting active gas shielded arc welding. It is a mixed gas shielded welding in which a small amount of oxidizing gas (oxygen, carbon dioxide or a mixed gas thereof) is mixed in argon. At present, a mixed gas of 80% Ar+20% carbon dioxide is commonly used in China. Because of the large proportion of argon gas in the mixed gas, it is often called argon-rich mixed gas shielded welding. MAG welding has the characteristics of argon arc welding, such as arc stabilization, less spatter, easy to obtain jet transition, and oxidizing, overcoming the problem of excessive surface tension during pure argon arc welding, viscous liquid metal, speckle drift, etc. Weld formation. At the same time, the carbon dioxide added in the argon gas aggravates the oxidation reaction in the arc, and the heat released by the oxidation reaction increases the penetration depth and improves the melting coefficient of the welding wire. Therefore, MAG welding has been widely used in the manufacture of welded structures. However, in the design of MAG welding heads, the design idea of ​​electrode arc welding is still used. For example, according to the experience of electrode arc welding, the shape and size of the groove and the design of fillet welds are selected. There are two reasons for this. One is that welding arc welding is still the main welding method in China. People tend to use it as a reference material. Second, the country currently has no separate standards for welding, such as groove. The shape and size, and only GB/T985-1988 "gas welding, manual arc welding and gas shielded welding seam basic form and size" common standards, failed to reflect the characteristics of different welding methods. Due to the above two reasons, when designing the MAG welded joint, the advantages such as large penetration and low cost cannot be fully utilized, resulting in unnecessary material waste. Therefore, through theoretical analysis and welding comparison test, the design of MAG welded joints was studied, and some design principles were put forward. The production practice proves that these principles have great practical value.
2 Analysis of design features of MAG welded butt joints <br> The design of the butt joint mainly includes the choice of the groove form of the joint, the size of the groove (the groove angle, the groove face, the blunt edge, the root gap) and so on. We believe that the MAG welding butt joint should have the following characteristics: the maximum thickness of the MAG welding non-opening groove can be increased from 6mm of the welding rod arc welding to 12mm; the groove angle of the opening groove joint can be reduced from the general 60° of the welding rod arc welding to 30 Around °, the height of the blunt edge can be increased by 1.5-2.5mm compared to the arc welding of the electrode, and the root clearance can be reduced by 1-2mm. This is because the MAG welding has the following advantages over the electrode arc welding.
(1) MAG welding is protected by mixed gas, heat is concentrated, and the heat receiving area is small. The relevant information shows that the minimum area for electrode arc welding heating is
10 -3 The minimum area of ​​square centimeter welding heating is 10 -4 The square centimeter is only 1/10 of the former, so the MAG welding heat utilization rate is high, the effective power coefficient is large, and the welding penetration is increased.
(2) MAG welding current density is large, MAG welding uses φ1.0 wire short-circuit transition, the welding current is generally 160-220A, current density is 160-220A/mm 2 When using φ1.6 wire jet transition, the welding current is generally 300-370A, and its current density is 189-231A/mm. 2 When using electrode arc welding, the welding current of φ4 electrode is generally 160-220A, and its current density is only 189-231A/mm. 2 , much smaller than MAG welding. Therefore, the MAG welding current density is large, the arc penetration force is strong, the penetration depth is large, and the thickness of the single pass weld is large.
(3) MAG welding adopts the welding method of argon gas and carbon dioxide mixed gas protection, and it is not necessary to design a large groove angle (the groove surface angle) in consideration of the welding of the electrode slag as in the electrode arc welding. The diameter of the MAG welding wire is fine, and the welding wire is easy to penetrate into the bottom of the groove. When the gap is small, it is beneficial to the root penetration. The welded joint designed according to the above principle can reduce the filling amount of the welding wire, save the consumption of the base material due to the groove processing, save gas consumption and electric energy, reduce the cost, and improve the labor productivity. On the other hand, the width of the heat affected zone of the weld can be reduced, the welding stress and deformation can be reduced, and the welding quality can be improved.
3 Analysis of design features of fillet welds (1) Adverse effects of excessive solder fillet When designing fillet welds, it is often mistaken to think that the larger the solder fillet, the higher the load carrying capacity of the joint, so the design of the solder joint is often used. However, it has been proved by experiments that the bearing capacity per unit area of ​​the fillet weld of large-sized solder fillets is not large, but is low. Studies have shown that the deformation of the fillet weld is approximately proportional to the one-third cube [1] of the solder fillet. Since the welding leg is too large, the joint is heated more seriously, and therefore, the welding stress and the welding deformation are large. In addition, the solder fillet is too large, the amount of filler material is increased, the soldering time is increased, and the soldering cost is also high.
(2) MAG welding can use smaller welding rods than welding rods. We know that in order to be safe and reliable and easy to calculate, it is assumed that the fillet welds are destroyed under the shear stress, and the strength is calculated according to the shear stress. It is also assumed that the dangerous section is at the minimum height of the fillet weld section, which is the calculated thickness of the section, and ignores the influence of the weld height and a small amount of penetration. For electrode arc welding, due to the shallow depth of penetration, the influence can be neglected. As shown in Fig. 1, the calculated thickness is: a strip = 0.770K. For MAG welding, since the penetration depth is large, the influence must be considered. Welding Manual, as shown in Figure 2, calculates the thickness as:
When Km is less than or equal to 8, am=Km
When Km>8, am=(Km+P)cos45°=0.707(Km+3) (P takes 3)
Since the shear stress of the fillet weld is related to the length of the weld, the external force and the calculated thickness of the section, in the case of the same weld length and external force, the fillet weld strength of the two welding methods is equal, that is, the shear stress is equal. Then the calculated thickness of the two sections should be equal, that is, a = a, after simplification, the following formula can be obtained:
When K is less than or equal to 8, Km=0.707K when K>8, Km=K-3
It can be seen that when the joint strength is equal, when the welding feet are large (K>8), the welding feet using MAG welding can be 3 mm smaller than the electrode arc welding; when the welding feet are small (K<8), The welding feet of MAG welding are only 0.707 times of electrode arc welding.
4 welding comparison test (1) Mechanical properties test of butt joints This test is carried out in accordance with JB4708-2000 "Steel Pressure Vessel Welding Process Evaluation" for the purpose of MAG welding joints and electrode arcs with small groove angles, large blunt edges and small gaps. The mechanical properties of the welded joints were compared and analyzed.
experiment material Base metal Q345 (16 MnR), specification 300×125×10, electrode arc welding 60°V-shaped groove, blunt edge 3mm, gap 1mm; MAG welding open 30°V-shaped groove, blunt edge 3mm, gap 1mm.
welding rod Arc welding electrode E5015φ3.2, φ4 single-sided welding double-sided forming; MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide (bottled), single-sided welding double-sided forming.
Test items Visual inspection, X-ray inspection, mechanical properties of welded joints (tensile test and bending test).
test results The appearance inspection is qualified; the X-ray inspection negative film is Grade I; the welding rod arc welding tensile strength is 528MPa and 536MPa. The tensile strength of MAG welding is 552 MPa and 554 MPa; both are greater than the tensile test of the base metal; 50 ° cold bending test, the two welding methods are all qualified for both face bending and back bending.
(2) Butt joint weld thickness test Weld thickness refers to the distance from the front of the weld to the back of the weld. The weld thickness test of the butt joint is a butt joint for the groove. The following are respectively welded by electrode arc welding and MAG welding to compare the thickness of their section welds.
experiment material The base metal Q235-A has a specification of 300×125×10, and the joint does not open the groove, leaving a gap of 1mm.
Welding materials and welding requirements Welding rod arc welding E4304φ4MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide; both are single-layer single-pass welding.
Inspection of the appearance of the inspection project, thickness inspection of the macroscopic metallographic welds of the five sections.
test result The appearance of the two test pieces is good. From the macroscopic metallography of the five sections, the thickness of the MAG weld is significantly larger than that of the electrode arc welding, with an average size of about 3 mm.
T-joint fillet weld test T-joint fillet weld test is aimed at the penetration depth of the MAG welded joint section and the weld penetration of the welding arc welding head section and the comparative analysis of the forming.
experiment material The base metal Q235-A has a specification of 300×125×10, and the joint does not open the groove, leaving a gap of 1mm.
Welding materials and welding requirements Welding rod arc welding E4303φ4; MAG welding wire ER50-6φ1.2, shielding gas 80% Ar+20% carbon dioxide, single pass welding.
The appearance of the inspection project was formed, and the macroscopic metallographic penetration test of the five sections was carried out.
test result The welds of the two test pieces are well formed and the roots are welded. The penetration of MAG welding is significantly larger than that of electrode arc welding and is arc-shaped.
5 welding comparison test analysis <br> From the mechanical test of butt joints, it can be seen that the tensile strength of the welded joints of MAG welding and electrode arc welding is greater than the tensile strength of the base metal, and the cold bending test of the welded joints is all qualified. This shows that the reduction of the groove angle, the increase of the blunt edge height, and the mechanical properties of the welded joint of the MAG weld with reduced clearance are higher than that of the electrode arc welding. From the weld joint thickness test of the butt joint, it is known that the weld thickness of the MAG weld without the bevel is significantly larger than that of the electrode arc weld.
From the penetration weld penetration test of the butt joint, it is known that the penetration depth of the MAG weld is significantly larger than that of the electrode arc weld, and the cross-section of the MAG weld is better than the electrode arc weld, which means that the MAG weld can be obtained by reducing the size of the weld bead. Equal-strength electrode arc welding fillet joints.
6 Conclusion <br> After theoretical analysis, welding comparison test and production application, the following conclusions can be drawn.
(1) The thickness of the mating joint base material of the MAG welding non-opening groove is obviously larger than that of the welding rod arc welding. The arc welding of the welding rod is generally 6mm, and the MAG welding can reach more than 12mm.
(2) For the butt joint of the groove, the angle of the MAG welding groove can be reduced from 60% of the electrode arc welding to 30°-35°, the blunt edge can be increased by 1.5-2.5mm, and the root gap can be reduced by 1-2mm.
(3) For fillet welds, when the weld feet are K>8: The weld feet using MAG welding can be reduced by 3mm compared with the electrode arc welding; when the welding feet K are less than or equal to 8: The welding feet of MAG welding can be used for electrode arc welding 0.7 times the foot.
(4) When using this MAG welding head design principle, the cost of welding can theoretically reach 50%.
Camping Light,Camping Lamp,Rechargeable Camping Lights,Torch Lanterns,LED Tent Light
Yuyao Flylit Appliance Co.,Ltd , https://www.yyflylit.com