Improvement of Turbine Disc Groove Surface Finishing Knife
When the free turbine disk of a certain type of engine is subjected to the grooving broaching process, the surface broaching tool is continuously formed, and the rupture and the chipping portion of the broach are located between the fourth tooth and the eighth tooth. By tracking and observing the broaching process, the possibility of tooling caused by factors such as machine tools and fixtures is eliminated. By analyzing the chip condition at different stages of the broaching process, the cause of the broach break is basically determined: since the 4th to 8th teeth of the profiled broach are just the end of the stepped wave mark formed by the thick slotted broach The broach has not yet begun to broach the groove-shaped part. Therefore, in this range, the broaching tool broaching is a whole piece of chip, and the deformation force, cutting resistance and chip resistance of the chip are the largest, and the broach is easily caused. fracture.
In order to solve this problem, we first added the chipbreaker to the original non-grooved teeth on the fine broach, but the cutting effect did not improve. The broach that still broke after the chip breaker was removed was removed for inspection, and it was found that the chips were closely attached to the front corner surface and were not easily removed. By comparing the broach drawing with the actual object, it is found that the maximum circumscribing radius (R0.3mm) of the broach front face and the bottom of the chip flute required by the drawing is too small. In addition, when grinding the rake face, the grinding wheel breaks the rake face of the corresponding tooth on the opposite side, so that an inverted triangular cone appears on the upper part of the cutter body, which not only directly affects the formation and curl of the chip, but also is the most stressed. A dangerous section appears in the complex part. Based on the above analysis results, the following razor improvement scheme is proposed:
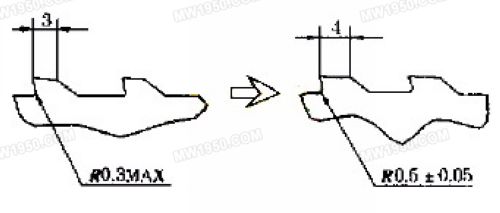
Increase the radius of the maximum transfer arc of the front corner of the broach and the bottom of the chip flute from R0.3mm to R0.5±0.05mm. However, if the transfer radius is too large, it will affect the tooth shape of the correction tooth.
Adjust the grinding angle of the rake face so that the grinding angle of the broach is different from the milling angle, and the outer diameter of the grinding wheel just passes through the symmetrical center line of the flank of the broach during the grinding process to obtain the best grinding effect.
Adjust the razor back size from 3mm to 4mm to enhance the tooth strength.
After the improved broach is put into use, the broaching process is smooth and the crumbs are smooth. After slashing hundreds of slots, the cutter teeth still have no obvious damage, and the processing effect is satisfactory.
Optical Windows,Caf2 Window,Caf2 Drilled Window,Irregular Window
China Star Optics Technology Co.,Ltd. , https://www.csoptlens.com