1, the use of diagnostic functions
After the CNC system fails, if there is no alarm information, the fault diagnosis is performed through the system diagnostic screen. When the machine's diagnostic screen is abnormal, the alarm signal and monitoring data provided by the diagnostic function provide the basis for judgment of fault diagnosis.
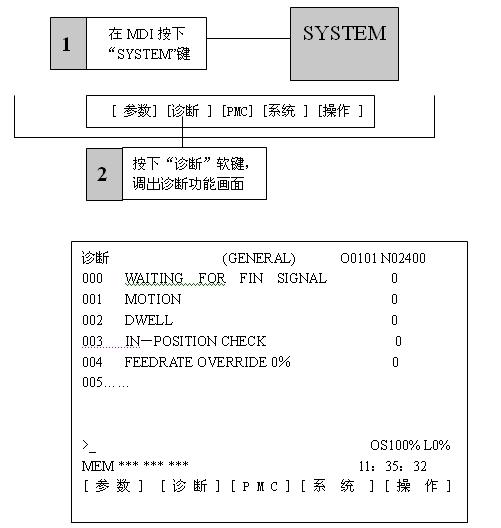
The operation method for calling up the diagnostic screen is as follows:
2, use the diagnostic function to diagnose faults
How can I effectively use the diagnostic information provided by the diagnostics to help find and troubleshoot? This must be our most concerned issue. Then learn how to use the diagnostic function to solve some hidden faults that often occur in practice.
(1) When the diagnosis number 000 is 1, it indicates that the system is performing the auxiliary function (M command). During the execution of the auxiliary function, the number 000 will remain at 1, until the auxiliary function has finished executing the signal. Therefore, when the auxiliary function execution time exceeds the normal value, the condition of the auxiliary function may not be satisfied. Therefore, there is an abnormality without alarm. When the fault point is found, if the diagnosis number 000 is 1, you can first check whether the machine action to be completed by the auxiliary function has been completed.
Fault phenomenon: When the CNC machine tool is in the automatic running state, the machining program will not be executed every time the M8 (cutting fluid spray) auxiliary function command is executed. At this point, the pipe is sprayed with cutting fluid, and the system does not have any alarm prompts.
Remedy: Call up the diagnostic function screen and find that the diagnosis number 000 is 1, that is, the system is performing the auxiliary function, and the auxiliary function of the cutting fluid spray is not completed (there is no confirmation that the cutting fluid has been ejected in the system, In fact, the cutting fluid has been ejected). Therefore, looking at the electrical catalogue, it was found that a flow switch was installed on the cutting fluid pipe to confirm whether the cutting fluid had been ejected. While executing the M8 command and confirming that the cutting fluid is ejected, check the input point X2.2 of the flow switch in the signal status monitor screen of the PMC program and the state of the point is 0 (1 should be sprayed) ), then the fault point can be determined as the flow switch does not operate normally while the cutting fluid is normally ejected. Therefore, the sensitivity of the flow switch is readjusted, and the action mechanism is sprayed with a lubricant to prevent inflexibility and ensure reliable operation. After the above processing is performed, the test operation is performed and the trouble is eliminated.
(2) When the diagnosis number 003 is 1, it indicates that the system is checking whether the servo axis after the movement is accurately positioned to the command value. When the servo axis fails to achieve accurate positioning, the condition that the diagnosis number 003 is long is 1 will appear.
Fault phenomenon: A CNC machine tool often has a stealing phenomenon during the automatic machining process. Especially after the Z axis moves, there are more sneak attacks. After this phenomenon occurs, the machining program will not be executed, but after several tens of seconds, the machining program will be executed again, sometimes it will not work, and the machine tool will continue to send out no alarm information.
Troubleshooting: In the absence of any alarm information, call up the diagnostic function screen, hoping to find a clue to the fault. When viewing the diagnostic function screen, it is found that the diagnosis number 003 is in-position detection, the signal is 1, so the real-time command and the actual position deviation of each servo axis with the diagnosis number 300 are observed, and the real-time command of the Z-axis is deviated from the actual position. The value of the quantity is 50 and the tolerance value (in-position width) of the positioning is set by parameter 1826, which means that the real-time command and actual position deviation of each servo axis with the diagnosis number of 300 does not exceed the value set in parameter 1826. If the value is set, the system assumes that the positioning of the servo axis is completed. Otherwise, the system considers that the positioning of the servo axis is not completed, so the positioning is repeated and the machining program cannot be executed. In this machine tool, in parameter 1826, the Z-axis in-position width value is 4, so the actual position deviation of the Z-axis is greater than the in-position width value set by the parameter, and this failure phenomenon occurs. The parameter 1825 is the servo loop gain of each axis, and the relationship with the position deviation amount is:
Position deviation amount = feed rate / 60 × servo loop gain According to this formula, the servo loop gain value of the Z axis can be appropriately reduced, thereby reducing the amount of positional deviation. After the appropriate adjustment is made to the parameter 1825, the positional deviation amount of the Z-axis is reduced to 1, that is, the positional deviation amount is smaller than the set value of the parameter 1826, and the fault is eliminated.
(3) When the diagnosis number 005 is 1, it indicates that the system is interlocking with each servo axis or the start lock signal is input. This signal prohibits the movement of each servo axis of the machine tool. All axes or servo axes of the machine fail to meet the moving conditions, or if the servo axis moves, it will be dangerous. When the servo axis interlock signal of the following PMC is 0, the machine enters the servo axis interlock state, that is, the movement is prohibited:
G8.0 (disable all servo axes to move)
6130.0 (Disable the first servo axis movement defined by the system)
6130.1 (Disable the second servo axis movement defined by the system)
6130.2 (Disable the third servo axis movement defined by the system)
6130.3 (Disable the fourth servo axis movement defined by the system)
6132.0 (The first servo axis defined by the system is prohibited from moving in the positive direction)
6132.1 (The second servo axis defined by the system is prohibited from moving in the positive direction)
6132.2 (The third servo axis defined by the system is prohibited from moving in the positive direction)
G132.3 (The fourth servo axis defined by the system is prohibited from moving in the positive direction)
6134.0 (The first servo axis defined by the system is prohibited from moving in the negative direction)
6134.1 (The second servo axis defined by the system is prohibited from moving in the negative direction)
G134.2 (The third servo axis defined by the system is prohibited from moving in the negative direction)
6134.3 (The fourth servo axis defined by the system is prohibited from moving in the negative direction)
Next page
Dining Cabinet,Small Sideboard Cabinet,Dining Room Cabinets,Large Sideboard Cabinet
Ningbo Oulin Import&Export Co.,Ltd. , https://www.oulin-oversea.com