Wide knife method
When turning a short cone, you can use a wide blade to drive directly out, as shown in Figure 1. The working principle is essentially a molding method, so the cutting edge must be straight, and the angle between the cutting edge and the spindle axis should be equal to the workpiece cone half angle α/2. At the same time, the lathe is required to have good rigidity, otherwise it may cause vibration. When the length of the tapered surface of the workpiece is larger than the length of the cutting edge, it can be processed by multiple times of joining, and the knives must be flat.

Figure 1 Turning the cone with a wide blade
2. Rotate the small knife method
When machining a workpiece with a long taper surface, it can be turned by a rotary turret. When turning, loosen the nut on the turntable under the small slide, turn the turntable to the required angle of the cone half angle α/2, align with the reference zero line, and then fix the nut on the turntable. If the taper angle is not an integer, A value can be estimated near the cone, and it is gradually corrected after the test, as shown in Figure 2.
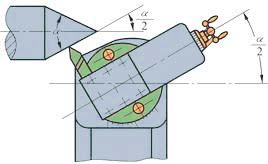
Figure 2 Rotating the small scooter cone
3. Tailstock offset method
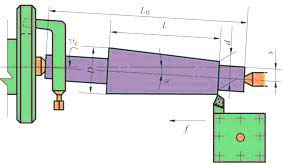
Figure 3 Offset seat method turning cone
When the turning taper is small and the conical section has a long conical surface, the method of offsetting the tailstock can be used. This method can automatically pass the cutter. The disadvantage is that the whole cone and the inner cone cannot be turned, and the workpiece with a large taper can be used. The slide on the tailstock is laterally offset by a distance S so that the two top lines after the deviation intersect the original two center line angles by an angle of α/2, and the deflection of the tailstock depends on the processing position of the workpiece head between the two tips. The offset of the tailstock is related to the total length of the workpiece. As shown in Figure 3, the tailstock offset can be calculated by the following formula:

Where S is the tailstock offset;
L—the length of the cone portion;
L0 - the total length of the workpiece;
D, d - the diameter of the cone head and the diameter of the cone head.
The direction of the tail of the bed is determined by the direction of the cone of the workpiece. When the small end of the workpiece is near the end of the bed, the tail of the bed should move inward. Otherwise, the tail of the bed should move outward.
4. Modeling
As shown in Fig. 4, the template device is an attachment for processing a conical surface on a lathe. For longer outer and tapered bores, this method is often used when the accuracy requirements are high and the batch size is large.
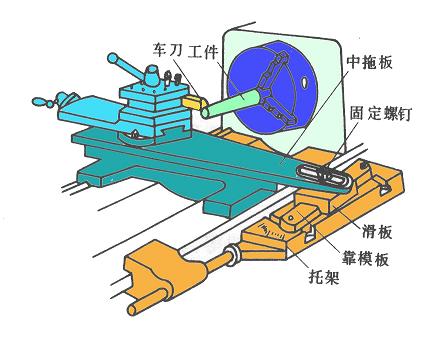
Figure 4 Turning the conical surface with a template
Quality analysis of the car cone:
1) Inconsistent taper
The calculation error is caused by the error; the rotation angle of the small carriage and the offset of the bed tail are not accurate; or the turning tool, the carriage, and the tail of the bed are not fixed and are moved during turning. Even because the surface roughness of the workpiece is too poor, there are burrs or scratches on the gauge or the workpiece, which causes errors in inspection and measurement.
2) The taper is accurate and the size is not accurate
The reason is carelessness, the measurement is not timely and not careful, the amount of feed is not well controlled, especially the last knife does not have the number of feeds and causes errors.
3) The tapered busbar is not straight
The fact that the conical busbar is not straight means that the conical surface is not a straight line, and the concavity and convexity on the conical surface or the middle is low and the two ends are high. The main reason is that the turning tool is not aligned.
4) Surface roughness is not required
The precision of the taper surface is generally high, and the surface roughness is not high, which often causes waste, so be sure to pay attention. The reason for the poor surface roughness is that the cutting amount is not properly selected, and the turning or sharpening angle of the turning tool is incorrect. No surface polishing or insufficient polishing margin. When the cone is turned by a small carriage, the manual movement is uneven, and the gap between the machine tools is large, and the poor rigidity of the workpiece also affects the surface roughness of the workpiece.
53Cm Pvc Wallpaper,Modern Chinese Embossed Pattern Wallpaper,Daixin Chinese Style Wallpaper,Modern Striped Wallpaper,Geometric figure PVC wallpaper
JIANGSU ARTSTYLE DECORATION MATERIALS CO..LTD , https://www.artstyledecor.com