Resistance welding replaces conventional soldering and bonding methods to form a three-piece can seam seal for many years. At the same time, it is required to correctly evaluate the joints of the welded can bodies produced by them, and it is necessary to clearly understand the welding techniques and the quality control of the welds so as to ensure the correct operation of the welding procedure and the correct evaluation of the weld quality.
Welding principle
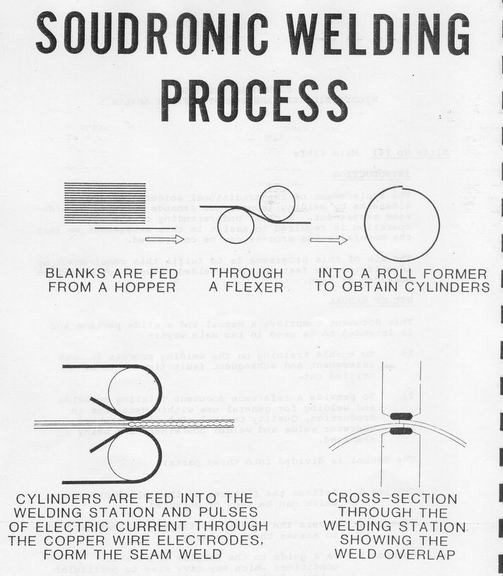
During the welding process, the welded sheet is continuously fed into the circular machine from the hopper of the welding machine, after double-sheet inspection, soft iron, preformed into a circle, and the can form a circle to form a correct shape and a stable lap, into the upper and lower The welding wheel finishes welding. One half wave of alternating current (AC) welding current is used to form a solder joint. The frequency of the welding current and the welding speed determine the length of the solder joint.
Because the amount of overlap of the welded sheet material is small, it is particularly important to control the position of the can body relative to the welding wheel to ensure stable welding. It is necessary to correctly set and adjust the Z-shaped rod welding lap joint, and the welding position Crown and upper and lower welding wheels. Otherwise it will lead to welding quality defects.
The welding copper wire is used as the middle electrode and is directly contacted with the welded plate material on the upper and lower welding wheels, and the generated molten tin can be taken away in the welding process to prevent the welding electrode from causing the concentrated tin contamination. The molten tin produced by the sheet metal during welding is concentrated on the middle electrode copper wire. Since the fresh copper wire is continuously input as the welding middle electrode, the welding quality of the weld seam is ensured.
If the groove contamination of the lower welding wheel is reduced, the copper wire can be twisted so that the same surface of the copper wire is used for the inside and outside contact of the welded sheet material. (To be continued)