Since the outer cover of the automobile door cover has a very high appearance requirement, the door cover assembly is usually not welded during production, but is fixed by the folded edge between the inner and outer plates, so that the automobile door cover is usually manufactured. Use the hemming process. In order to adapt to the current door manufacturing line of various auto manufacturers, the door cover assembly is flexible, saving production line space, reducing commissioning and manufacturing costs, improving edge quality and improving the entire manufacturing process. Automation, the use of robotic piping has become the development direction of door cover production, and has replaced the press and the edge mold in production. In order to better use the robot hemming technology and improve the edging quality of the door cover, it is necessary to optimize the robot piping process in a targeted manner.
Robot piping process
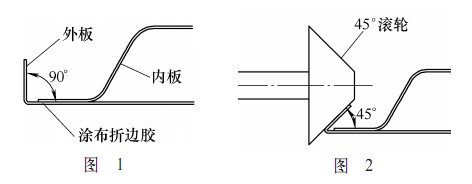
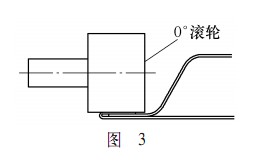
The robotging process refers to the use of an intelligent robotic arm to program a roller along the preset path to cause the roller at the end of the arm to roll along the contour of the door, while the arm applies a pressing force on the roller, so that the roller moves while the door contour is moving. Fold the flange of the outer panel of the door inward by 180°. After the stamping and forming of the outer cover of the door cover, the outer edge has a full-circle flange (height 7~12mm), and the flange is 90° with the outer plate body. (When the actual angle is referenced, the inner plate can be smoothly put into the outer plate. The number of processes in the middle and outer sheet stamping dies is considered in two aspects). The hemming process is generally divided into three steps: 1 Positioning and clamping: The welded inner plate assembly is placed in the outer plate assembly to which the folded edge glue has been applied, and the clamping is performed by the clamp (see Fig. 1). 2 Pre-enveloping: Use the robot 45° roller to fold the outer panel flange from 90° to 45° to wrap the inner panel (see Figure 2). 3 Bead press: use the 0° roller of the rolling robot to continue to fold the remaining 45° flange to 0°, so that the inner and outer plates are pressed tightly to realize the inner and outer plate assembly (see Figure 3).
Since the robot piping can change the movement path of the robot arm by modifying the program, the door can be quickly replaced for different shapes, and the debugging is simple, the cost is low, the cycle is short, the quality of the piping is smooth, and the flexibility is high. The degree of development is the development direction of the edging technology in the future.
2. Process optimization for robot piping
Due to the increasing application of robotic hemming technology, some stamping parts and glue coating requirements originally applied to mold edge (including edge wrapping machine) also need to be optimized to fit the robot piping and avoid corresponding quality problems. Through many years of practical application in robotic piping, the author has made some simple introductions to the optimization requirements of this process.
(1) Requirements for the shape of the door panel Since the robot rolling tool (roller) is generally standardized and unified, and in order to improve the production efficiency, the roller usually does not change when the different door covers are rolled, which causes the roller to be changed when the shape is changed. When the diameter is large and the flanging is not pressed, when the shape design is unavoidable, it is necessary to improve from the process, such as reducing the flanging and increasing the amount of glue applied.
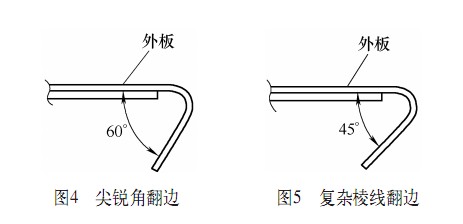
Sharp corners of the door, cover, etc. (R ≤ 5mm), complex shapes such as ridge lines are prone to wrinkles. Generally, no edging is used. The 90° flange can be used for 45° to 60°. Fold and make a smooth transition with the flanging area (see Figure 4, Figure 5).
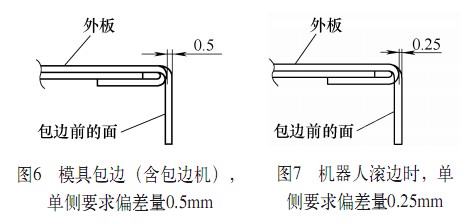
(2) Requirements for the flanged part of the outer panel of the door When the robot piping and the die edge are pressed together, the force of the outer panel may be greatly different. When the robot is rolled, the roller is rolled and pressed along the contour of the outer plate, the instantaneous pressing force is a little, and the pressing force is relatively small; when the die is edged (including the edge wrapping machine), the entire outer flange is stressed at the same time, and the pressing force relatively bigger. Therefore, the requirements for the flange of the outer flange of the robot and the requirements for the flange of the edging die are different, which are reflected in the process requirements of the outer panel of the door in stamping, as shown in Fig. 6 and Fig. 7.
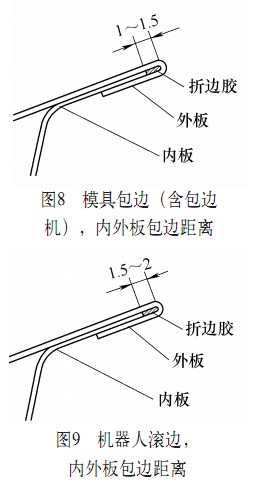
(3) The gap between the inner and outer plates at the edge of the rim is required because the inner and outer plates of the door cover cannot be fixedly connected only by the hem. In order to enhance the connection strength between the inner and outer plates of the door cover, noise is reduced, and it needs to be external before edging. A process of applying a hemming adhesive to the inner side of the flange and the outer periphery of the inner panel. When the robot is rolled, the roller pressing force at the end of the robot arm is smaller than that of the die. Therefore, when the robot is rolled, it is necessary to increase the volume of the hemming glue and improve the bonding strength between the inner and outer plates (see Fig. 8 and Fig. 9).
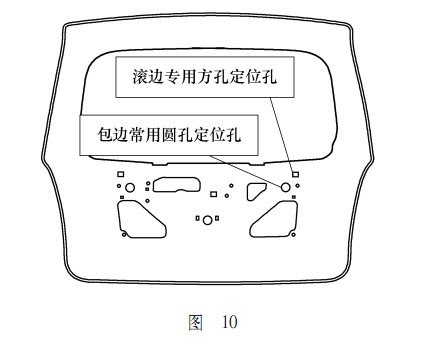
(4) The positioning hole of the inner cover of the door cover requires that when the robot rolls, the mechanical arm drives the roller to press along the outer contour of the door cover. During the process of rolling the door cover, the force of the positioning hole is very uneven, and the directions are different in different periods. All of them are stressed. At this time, the circular positioning holes originally applied to the die edge (including the edge wrapping machine) are easily deformed. Therefore, when determining the edge of the door to use the robotging process, it is necessary to design a special positioning hole, the shape is square, and the size of the hole is relatively large, and the position of the positioning hole is fully considered, so that the force distribution is better, in the piping It is not easy to deform during the process (see Figure 10).
3. Conclusion
At present, the booming development of China's automobile industry, robotic piping technology as a new type of technology, has the advantages of smooth appearance, flexible manufacturing, excellent production environment, low commissioning and maintenance costs, short cycle, small footprint and so on. Enter the automotive manufacturing industry. With the gradual promotion and application of this technology, more and more manufacturing technicians have also carried out corresponding process research, and will continue to optimize the development of robot piping technology. While ensuring the upgrading of China's automobile manufacturing technology, it is able to carry out more independent innovation.
Characteristics and Advantages
(1) Intelligent control design: adjustable main parameter and secondary parameter automatically according to the weight of door leaves;
(2) Low noise: Special static sound track, integration of motor, worm-gear and retarder.
(3) Anti-clamping function: automatically reverse when meeting barriers;
(4) Unique electronic motor lock: the motor will lock up when the door is forced to open.(controlled by remote or switch)
(5) Tighten force: seal door when closed, power consumption approximately 10W under standby;
(6) Advanced brushless motor(36V,100W) can automatically adopt different heavy door leaves;
(7) Bi-doors inter-locking: one of the door leaves always remains closing;
(8)Safety sensor terminal: sensor stops working when door closed;
(9)Unique coating technology: never rusty;
(10)Easy and convenient to install;
(11)Working Process: when the door leaf closes to the right place, the door leaf will slightly shift to the door frame and the ground. The rubbers on the four sides of the door leaf will completely combine with door frame and ground, which ensures air tightness. When the door is open, the rubbers will separate from door frame and ground, which avoids contraction on the ground.
Technical Specification
|
Specification |
Light Duty |
Heavy Duty |
||
|
Rang of the Door |
Single-Leaf |
Double-Leaf |
Single-Leaf |
Double-Leaf |
|
Door leaf max weight |
100kg |
100kg x 2 |
200kg |
200kg x 2 |
|
Mounting Method |
Surface mounting or built-in mounting |
|||
|
Open Width |
700-2000mm |
650-2000mm |
750-2000mm |
650-2000mm |
|
Power Supply |
AC 220v ± 10%, 50-60 Hz |
|||
|
Opening Speed |
300-500mm/s (adjustable) |
|||
|
Closing Speed |
250-550mm/s (adjustable) |
|||
|
Creep speed |
30-100mm/s (adjustable) |
|||
|
Hold-open time |
0.5-20s (adjustable) |
|||
|
Airproof Force (Max.) |
>70N |
|||
|
Manual Pushing Force |
<100N |
|||
|
Electronic Lock Force |
>800N |
|||
|
Power consumption |
150W |
|||
|
Ambient temperature |
-20+50 C |
|||
Technical Details:
(1) Rubber lining sealing technology combined with V groove on the guide rail enables the door completely sealed when the door closed;
(2)Special door body location technology. Semicircular surface beam on the ground matches with the V style groove at the bottom of door leaf, which stop the door from swing and make sure it moves stable and smooth;
(3) The door body decorated with matte stainless steel or spray surface, and on the middle and both sides with sealing stripes to ensure the hermetic effect.
(4)Feet sensor switch applied to avoid contagion;
Stainless Steel Sliding Door,Stainless Steel Bypass Sliding Door,Stainless Steel Interior Sliding Door,Stainless Steel Folding Sliding Door
Shenzhen Hongfa Automatic Door Co., Ltd. , http://www.hffreezerdoor.com