Laser cold spraying process
Researchers have continuously developed Laser assisted Cold Spray (LCS), broadening the range of materials that can be deposited with nitrogen, reducing the need for gas heating, greatly reducing processing costs and expanding Cold spray processing applications.
Previously, it has been realized that an increase in particle temperature leads to softening of the particles, thereby increasing deposition efficiency and lowering the critical speed of deposition. The increase in deposition temperature also helps to overcome the problem of insufficient bonding in cold spray. The problem of insufficient bonding is due to the short bonding time. However, an increase in the temperature of the gas makes it possible for the nozzle to generate dirt when spraying a low melting point metal such as aluminum. This requires finding another powder heating method in addition to the nozzle heating method.
During the LCS process, the laser heats the deposition and heats it to 30%-80% of the melting point of the particles. This greatly reduces the strength of the particles, deforms the particles, and forms a coating on the material. Here, the velocity of the particles acting on the substrate is only half that of the case of CS (<500 m/s). Reducing the need for high speeds allows technicians to use cold nitrogen as a process gas, which reduces costs from $23/min using helium to $0.23/min using nitrogen. At the same time, the energy consumption is also reduced because gas heaters are no longer needed. The reduction in capital and operating costs means that LCS is more advantageous in many applications where CS is slightly more expensive, and the advantages of cold spray are used in a wider range.
LCS system
The LCS system (Figure 1) includes a high pressure nitrogen delivery unit (10-30 bar) that is split into two passes to a scaling nozzle (Laval nozzle). The two channels directly produce metal powder particles through a high pressure powder conveying device. The two paths are then recombined and passed through the nozzle where they are accelerated to supersonic speed. A high velocity, powdered gas stream is directed from the nozzle to the surface of the substrate. A gas stream with a powder is applied to the surface of the substrate which is simultaneously irradiated by a 980 nm, 1 kW diode laser. The laser power is controlled by a closed loop feedback system that uses an infrared pyrometer to control the temperature of the deposition zone.
In the currently used test system, the Laval nozzle, laser processing head and pyrometer are fixed together on top of a work box, while the base portion can be freely operated in computer numerical control (CNC) XY during deposition. On-stage activities. By combining the laser power and pyrometer readings, the deposition temperature during operation can be controlled to within 50 °C.

Figure 4 SEM image showing the interface between the titanium layer processing trace and the stainless steel substrate.
coating
The coating has been obtained from a variety of materials including 316L stainless steel, aluminum, titanium and aluminum-titanium mixed powders. The goal is to fine-tune the LCS system, qualitatively analyze the LCS process, and determine the range of operating temperatures and particle speed to ensure better coating operations.
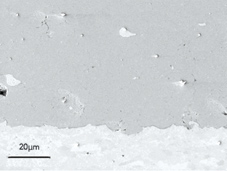
Figure 5 Optical micrographs give the LCS coatings obtained from aluminum and titanium powders.
Titanium coatings have been thoroughly investigated by researchers. They have special applications in the biomedical field, are corrosion resistant and biocompatible, making them an excellent choice for transplant materials. As shown in Figure 3, the typical 2.5 mm thick titanium coating was processed at a lateral velocity of 1.25 m/min. Although the coating is deposited on a cold and thin (1 mm) substrate, there is no material deformation, which means that the residual stress caused by the non-melt processing of LCS is low, so that the sheet material does not need to be preheated. Can be processed by coating. The adhesion of the coating varies with the substrate material and the coating material. However, the skilled person found that the degree of coating bonding of the LCS was better than that of the CS. In the drawing test for adhesion measurement, the stress of the 316L coating was 50 MPa.
In the inspection of the polished cross section (Fig. 4), the skilled person found that the resulting coating trace density was high (porosity <0.5%) and no visible oxide was present. The results of the chemical analysis confirmed this finding. Although the deposition was heated, the oxide and nitride contents were similar to the CP2 grade titanium plates used for comparison. Here, the degree of substrate deformation is more pronounced than the CS coating process, which indicates that the use of laser light results in significant substrate softening.
The process of spraying the mixed powder onto the surface of the material to form a coating (Fig. 5) indicates that the LCS process is capable of obtaining a mixed coating with various components having different hardnesses. Although the hard material does not have much deformation, the deformation of the aluminum material on the periphery thereof is more severe, and the thickness of the formed coating is higher. This effect can be used to broaden the range of materials that can be processed with LCS so that coatings used in the field of durability can be better deposited.
Future direction
Current work has focused on testing the suitability of LCS processing in the deposition of hard materials and hybrid coatings, which are currently implemented by laser cladding techniques. At the current state of the art, the processing of sheet materials is difficult because the shrinkage of the curing process causes deformation of the material. However, by using LCS for coating, the coating can be applied to the sheet material.
Previous page
Sf6 Gas Density Monitor,Sf6 Density Monitor,Sf6 Density Meter,Electric Contact Sf6 Gas Density Monitor
wuxi kaifeng pressure gauge co., ltd , https://www.wxkfmanometer.com