High-speed milling of cutting force and cutting temperature of titanium alloy
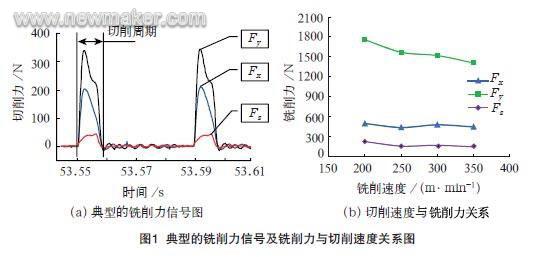
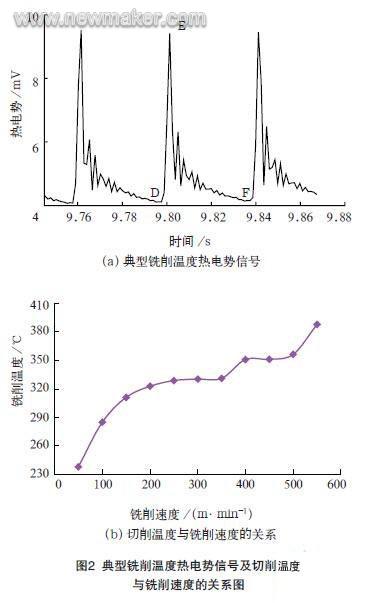
The cutting force and cutting temperature test were carried out on the Mikron UCP710 five-coordinate high-speed machining center. The milling force was measured using a Kistler9265B dynamic force gauge and a Kistler 5019 charge amplifier. The milling temperature was measured using a wire-semi-automatic thermocouple method. The test tool is a Walter WMG40 cemented carbide machine insert, the workpiece material is titanium alloy TA15, and the heat treatment state is annealing. The single factor test was used to investigate the variation of cutting force and cutting temperature at different milling speeds. Other cutting conditions are: axial depth of cut ap = 6 mm, radial depth of cut ae = 1 mm, feed per tooth fz = 0.1 mm / z. It is a typical milling force signal diagram and the relationship between the cutting force and the milling speed when the flank wear VB=0.15mm. The direction of the milling force is defined as: the feed direction is X, the radial depth of the milling cutter is Y, and the tool axis is Z. It can be seen that within this range, Fx and Fz do not change much, and Fy decreases slightly with the increase of cutting speed. Experiments and theories show that on the one hand, as the cutting speed increases, two factors lead to an increase in cutting force. First, the value of the cutting force impact and dynamic cutting force caused by interrupted cutting will increase; secondly, the degree of strain hardening of the material is severe, resulting in an increase in the deformation resistance of the shear zone. On the other hand, an increase in the cutting temperature due to an increase in the cutting speed also softens the material to be processed and reduces the cutting force. Therefore, the effect of cutting speed on cutting force depends on the combined effect of these two aspects. When the flank wear of the tool reaches a certain level, as the cutting speed increases, the softening effect of the material caused by the temperature rise prevails, and its effect exceeds the influence of the dynamic cutting force increase and the strain hardening increase, so the total The milling force is declining.
Tool wear of high speed milling titanium alloy
Titanium alloy high-speed milling tool wear mechanism and tool durability are the issues of concern in the production process. In order to blunt the standard VB=0.3mm, the tool durability varies with the cutting speed. As the milling speed increases, the tool milling time decreases faster. In the speed range of 200 to 250 m / min, the tool life decreases rapidly; the milling speed continues to increase, and the tool life decline trend is slowed down. At a speed of 200 m/min, the tool life exceeds 120 min.
Our range of Kitchen taps and Sink Mixers are available in a gorgeous choice of designs. Choose from a range of contemporary or traditional Sink Mixer Taps or Kitchen Sink Mixer. For the ultimate flexibility, also take a look at our range of Kitchen Sink Mixers. Our Kitchen taps and Sink Mixers combine exceptional quality design with real value for money. Selected products in the range also include clever flow limiting devices to help save water. Taps with lever handles have also been designed to be easy to use and some of our ranges are suitable for low pressure.
Sink Mixers, Kitchen Sink Mixer, Kitchen Sink Mixer Tap, Single Lever Sink Mixer
ZHEJIANG KINGSIR VALVE CO., LTD. , https://www.kingsirvalves.com