2. Analysis and discussion
The temperature sensor connection type includes the following two aspects: First, the connection type of the temperature sensor includes: grounding, ungrounding, bareness; secondly, the connection type of the temperature sensor wire includes: winding, winding and welding, end welding and clip connection.
VII. AMS2750D "High Temperature Measurement" specification for the requirements and requirements of compensation wires for temperature sensors
1. Regulations and requirements
The compensation wires installed with the temperature sensor shall comply with the requirements of ASTM E 230 or other equivalent national standards.
The compensation wires are not allowed to be spliced ​​(spliced).
If the connectors, terminals, plugs, sockets, and terminal strips have the same characteristics as the corresponding temperature sensor type, the thermoelectric characteristics and the thermoelectric characteristics of the corresponding temperature sensors are compatible with each other, and the connection of the compensation wires is allowed.
ASTM E 1129 can be used as a guide for the use of round pin connectors (connection boxes).
The temperature sensor components and compensation wire requirements are shown in Table 6.
2. Analysis and discussion
The compensation wire installed with the temperature sensor shall meet the following requirements: First, when the compensation wire with electromotive force characteristics is connected with the temperature sensor, it should be able to effectively convert the reference junction to the other end of the compensation wire; It may be the same type of material as the one used on the temperature sensor; third, special compensation wire should be used as much as possible; fourth, the compensation wire and temperature sensor (thermocouple) have different compositions but at a given temperature. Within the range, it must have similar thermoelectric characteristics.
Ordering precautions for compensating wires installed with temperature sensors: First, it should meet the requirements of ASTM E230 or the corresponding national standard; second, it should match the type of temperature sensor selected and be manufactured for the use of the corresponding temperature sensor; Third, the two ends of the compensation wire cannot be connected (for example, the wire harness cannot be connected by winding, crimping, or soldering); fourthly, the acceptable connection method is only the connector, the plug, which matches the sensor harness used. Socket and terminal line.
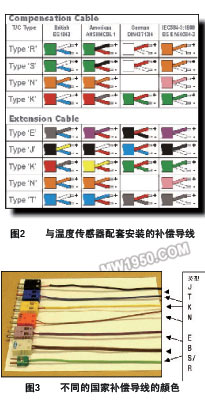
The compensation wires installed with the temperature sensor are shown in Figure 2. The colors of the compensation wires of different countries are shown in Figure 3.

Note: All color markings described are in accordance with ASTM E 230. It can also be identified by the color of other national standards.
VIII. AMS2750D "High Temperature Measurement" specification for the verification of the wire coil of the temperature sensor wire
1. Regulations and requirements
A temperature sensor made of a calibrated wire coil can be used instead of a temperature sensor that is individually calibrated. The even wire count is qualified, and the temperature sensor made of this coil is not required to be inspected for the first time.
The restrictions on the filament coil of the temperature sensor are as follows: a length of ≤ 305 m can be sampled at one end; a length of > 305 m should be sampled at both ends of the temperature sensor coil.
For the temperature sensor, the wire should be marked on the certificate with the source of the calibration data, the calibration test temperature, the actual test temperature reading, the calibration method, and NIST or other approval for each calibration temperature. The revised value of the national standard. The calibration method should be in accordance with ASTM E 220, ASTM E 207 or other national standards.
If the respective correction values ​​(coefficients) obtained by sampling from each end are within the acceptable range of Table 1, the average correction value (coefficient) of the correction value (coefficient) obtained by sampling both ends of the temperature sensor wire coil should be used.
At any calibration temperature, if the difference between the highest and lowest calibration readings of the sample temperature sensor (temperature sensor to be calibrated) exceeds the applicable conditions (as appropriate for the intended use) (primary and secondary standard thermocouples) The maximum allowable error is 0.6 ° C or the maximum allowable error for thermocouples for system accuracy verification, thermocouple for temperature uniformity test, control thermocouple, monitoring thermocouple, recording thermocouple and load thermocouple is 1.1 ° C) It cannot be used for the verification method of temperature sensor wire coils with length > 305m.
For non-compliance (maximum allowable error of primary and secondary standard thermocouples is 0.6 °C or thermocouple for system accuracy calibration, thermocouple for temperature uniformity test, thermocouple control, thermocouple monitoring, thermocouple recording and load The maximum allowable error of the thermocouple is 1.1 ° C) The specified temperature sensor filament coil can be processed as follows: the temperature coil of the disc temperature sensor is allowed to be divided into a shorter length temperature sensor filament coil, so that The end-to-end tolerance of the temperature sensor filament windings [the average correction value (coefficient) of the correction value (coefficient) obtained by sampling the two ends of the temperature sensor, that is, the sample temperature sensor (requires verification) The difference between the highest and lowest calibration readings of the temperature sensor] is met (the maximum allowable error of the primary and secondary standard thermocouples is 0.6 ° C or the thermocouple for temperature calibration of the system, the thermocouple for temperature uniformity test, The maximum allowable error for controlling thermocouples, monitoring thermocouples, recording thermocouples and load thermocouples is 1.1 ° C).
If a single temperature sensor made from the temperature coil of this disk temperature sensor is separately verified according to the requirements of Table 1, and the relevant requirements are met, the single temperature sensor is allowed to be used.
2. Analysis and discussion
Temperature sensor even wire coil calibration requirements: First, for a temperature sensor with a length of 305m or less, only one end sampling is used to determine the correction factor; second, for a temperature sensor wire exceeding 305m in length The volume shall be sampled at both ends of the temperature sensor wire coil. The correction factor shall be the average value of the sampling test at both ends of the temperature sensor wire coil. Third, the calculated correction factor must be used for the entire temperature sensor wire coil. Fourth, the total length of the inexpensive metal temperature sensor wire coil can not exceed 610m.
For temperature sensor filament coils longer than 305 m, the following conditions will not be used: First, at any calibration temperature, the difference between the highest and lowest values ​​of the temperature sensor sampling exceeds 0.6 °C, it cannot be used as a level one. And the second-class standard thermocouple; second, at any calibration temperature, the difference between the highest and lowest values ​​of the temperature sensor sampling exceeds 1.1 °C, then the thermocouple for system accuracy verification, thermocouple for temperature uniformity test, Control thermocouples, monitor thermocouples, record thermocouples, and load thermocouples.
Previous page
High-performance microcentrifuge tubes, optimized design, and high-performance quality help protect your samples. Microcentrifuge tubes are made of polypropylene (PP) and are highly mechanically stable, ensuring your samples are stored, run and centrifuged worry-free.
Microcentrifuge tubes have a maximum centrifugation tolerance of 25,000 x g and are autoclavable (20 minutes, 121°C). The centrifuge tube adopts a snap-on tube cover design, which can be operated with one hand and has good sealing performance, which can effectively prevent liquid leakage; the tube wall is smooth, and the tube body is designed with a frosted area for convenient marking.
microcentrifuge tube sizes,microcentrifuge tubes 1.5 ml,microcentrifuge tubes uses
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yongyuemedicals.com